




实验室用压力盘磨机
本装置主要用于化机浆的生产,可进行化学热磨机械浆(CTMP)、热磨机械浆(TMP)、碱性过氧化氢预处理机械浆(APMP)中试实验研究。
![]()
![]()
| 仪器编号:94218400 | 购置日期:1994.06 |
| 放置地点:旧实验楼一楼 | 管 理 人:程群英 |
| 仪器型号:ANDRlTZSPROUT—BAUER l2”—ICP | 产 地:奥地利 |
二、操作步骤
(一).开机前准备
1.开启排液,排渣阀门,排除机中残液。
2.检查并接通压缩空气管路,保持供气压力在8Kg/cm2以上,最好在8-10Kg/cm2。
3.检查并接通蒸汽管路。
4.检查并接通盘磨机保险开关。
5.检查水箱是否装满水。
6.接通总电源。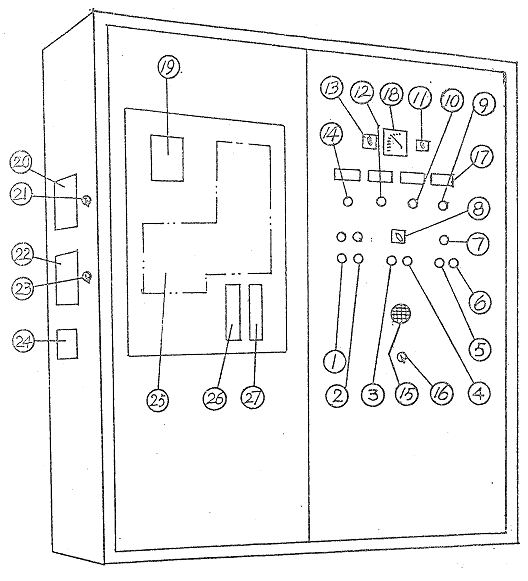
图一主控制柜
(1)总启动开关; (2)总停机开关 ;(3)进料系统启动开关; (4)进料系统停机开关;(5)马达测试开关 ;(6)报警停止开关; (7)垂直螺旋启动开关; (8)进料方式选择开关; (9)进料螺旋调速旋扭; (10)垂直螺旋调速旋扭 ;(11)电源各相电压测试开关; (12)斜管螺旋调速旋扭; (13)照明灯开关; (14)喂料螺旋调速开关; (15)报警器 ;(16)视孔灯开关; (17)螺旋转速显示器; (18)电压表; (19)进料螺旋转数控制器; (20)(21)磨浆记录仪及开关; (22)(23)蒸汽记录仪及开关; (24)蒸汽阀门开度控制器; (25)流程模拟图; (26)斜管蒸汽压力、温度显示器;(27)预浸管蒸汽压力温度显示器。
(二).总开机
1.在主控制柜按右门左下角的(1)键,此时警报声响,视情况要求控制时间,按最右边的(6)键停止报警。
2.旋转(11)旋扭,检查电源各相电压是否正常。
3.旋转(13)(1 6)开视孔灯,照明灯。
4.按(5)键检查各个马达是否正常,左门流程模拟图上马达指示灯亮表示正常。
5.在主控制柜左侧面的蒸汽阀开度控制器(24)上,按如下步骤,控制阀门开度:
<1>按左下角开/关键。
<2>按功能选择键,使功能显示为‘Y’。
<3>按‘↑’或‘↓’调节阀门开度,控制蒸汽压力。
6.接通蒸汽记录仪(22)。
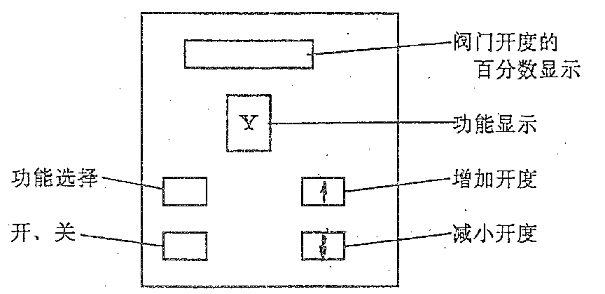
图二蒸汽阀门开度控制器示意图
7. 将斜管螺旋、喂料螺旋调速旋扭(12)(13)调到零。
8. 按(7)键启动垂直螺旋。
9. 旋转(8)键选择进料方式,一般选自动,调试或检修时可选择半自动或手动,按(3)或(4)启动或停止。
10. 设置进料螺旋转速和转数(转数控制在自动或半自动情况下有效)。
参考值:
转数 转速
木片 400 14 00
红麻 600-800 1400
蔗渣 600-700 600-1400
操作方法:
在主控制柜左门流程模拟图左上方转数控制器(19)上: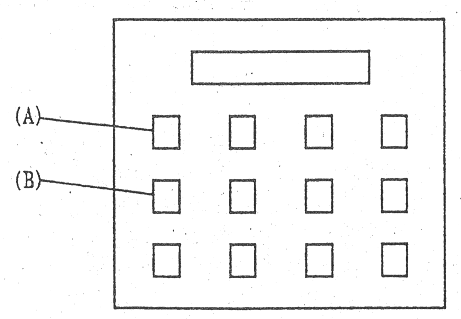
图三 进料螺旋转数控制器示意图
<1>用左手按住(A)键不放,用右手输入所需转数。
<2>按住(B)键后,松开(A)键,再松开(B)键,转数设置好后,调节(9)键,设置转速。
11. 当各阀门有蒸汽冒出后,关闭排液,排渣阀门,只保留出料阀门开启30-40%。
(三).盘磨机操作
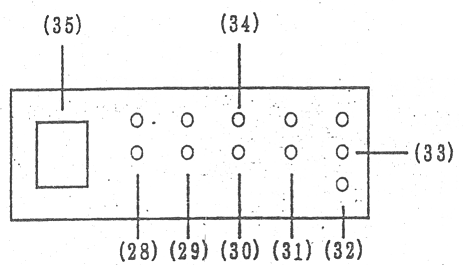
图四 盘磨机操作柜平面示意图
(28)高压水泵开关; (29)盘磨机开关; (30)喂料螺旋开关; (31)斜管螺旋开关; (32)(33)搅拌器开关(正.反转); (34)马达启动指示灯; (35)磨浆功率表。
l.在盘磨机操作柜上,按(28)键启动高压水泵,将密封水通路开至最大(可由转子流量计上观察到流量,一般应保持在刻度5—6以上,最低不能小于3)。
注意:在整个操作过程中必须时刻注意密封水是否保持从轴上流出,且水温以不烫手为宜。
2.确定磨盘已退好刀(间隙应在0.6mm以上)后,按(29)键启动盘磨机,进刀调零并调至所需间隙。
3.按(30)键启动喂料螺旋,待料片在喂料直管已处在第一与第二个视孔高度时,调节(14)键,控制进料量,一般从20-60。
4.按(31)键启动斜管螺旋,待料片在预浸管已处于第一个与第二个视孔后,调节(12)键,将其转速调至15-60。
5.按(32)或(33)键启动搅拌器(正、反转),此时,自动喂料系统开始工作。
6.检查并启动磨浆记录仪(20)(在主控制柜左侧面上方)。
7.当出料口开始出料时,观察磨出的浆的粗细和干度,调节磨盘间隙和稀释蒸汽阀门控制质量,浆的粗细主要由磨浆功率和喂料量决定。
8.在磨浆过程中注意出浆干度,最好能保持绒毛状,如太湿则容易造成堵塞,当出浆较湿时,可减少稀释水、蒸汽、药液、排除废液或增加原料干度来解决。
9.如盘磨机发生堵塞时,必须马上退刀,按(31)、(30)键停斜管螺旋、喂料螺旋,关闭后突然开启出料阀门用蒸汽猛吹几次,一般都可以吹开。
(四).关机
1.停止加料,清洁进料系统。
2.当喂料管中的原料磨完后,用蒸汽吹净磨片。
3.停止斜管螺旋、喂料螺旋、搅拌器。
4.关蒸汽控制阀。
5.打开盘磨机出料阀门及排渣阀门,打开稀释水阀门,清洗水阀门,清洗盘磨系统。
6.停盘磨机。
7.至少5分钟后,停高压水泵。
8.在主控制柜上按(2)键,总停机,关照明灯、视孔灯。
9.打开主控制柜门,拉下磨盘机保险开关,断开其电源。
10.关总电源。
(五).清洁
1.松开喂料直管联接螺栓,用液压系统将斜管升起3-5mm。
2.松开盘磨机螺栓,开启摆动头。
3.用水和钢刷彻底清洁磨片,排除堵塞。
4.如长期不开机,则保持此状态。
5.清洁工作台面、地面。
三、一般故障处理与维护保养
(一).加料部分
1.当进行非木纤维原料磨浆时,若加料量过多,有时会造成料仓堵塞,此时应停机打开料仓侧边法兰(在平台上)进行清除。
2.加料器动作循环太慢,可能是空气压缩机气压或气量不足造成;一般要求达到8bar,60L/min以上。
3.加料器汽阀开关不同步,造成原料反喷,此时应细心调节行程开关位置,使其同步。
(二).预渍管
1.预渍管冷凝水过多,液位过高(从观察孔可看到),至使加料波动很大,加料量不稳定;此时可打开预渍管下部排液阀门,放掉部分冷凝水。
注意!此时管中有压力,阀门应缓慢打开,一点点放液,以防热水喷出伤人!
(三).蒸煮螺旋
1.螺旋堵塞。此时设置反转(在主控制柜),使螺旋反转退出,然后再重新正转操作。若此时还不能清除堵塞,则应关掉蒸汽阀门,停机。打开下部法兰进行清除。
(四).盘磨机
l.进料搅拌器卡死。由于进料量过多造成,此时关闭盘磨机控制柜上的正转开关(clockwise),再开启反转开关(counterclockwise)即可。
2.原料有焦糊味。可能是磨片间距过小,或原料过大,造成堵塞过热所致。故可调大间隙或降低喂料螺旋转速。
3.盘磨机轴过热。检查冷却水系统。
4.盘磨机内搅水噪音。可能是稀释水过多,造成盘磨机叶片搅水噪音。此时应迅速打开下部放料阀排水,然后调小稀释水量。
5.旋风分离器无浆排出。原料堵塞所致。此时应停掉喂料螺旋,停止送料,间歇开关旋风分离器排料阀门,靠蒸汽将浆料吹出。
(五).供水系统
1.无稀释水供应。检查水箱是否有水,进水浮阀是否开启,水泵是否运转。若查不出故障,可能是管道内有空气阻碍,将接头处打开,充水排气。
2.盘磨机主轴应有水漏出,此为冷却水。若过小或过大都不适合,应调整填料函的压盖螺栓。
(六).电机系统
注意:主控制柜内有三相380伏电源和单相220伏电源以及精密的控制元件,非专业人员不得开启主控制柜。
1.电压检查。主控制柜面板上有电压表,可分别检测三相电源中的各相电压和单相电源的电压。如果哪一相达不到要求,应排出故障后再开机。
2.主控制柜上有操作状况指示板,各部分均有指示,若哪部分指示灯不亮,则该部分可能发生故障。
3.加料器球阀的指示灯为红绿两色,分别代表关与开,若两灯都不亮,可检查蒸汽压,压缩空气等部分,或球阀行程开关是否接触不良。
(七).蒸汽系统
l.无蒸汽供给。检查空气压缩机是否正常,因为蒸汽阀门靠压缩空气启动。再者,开机时应放掉蒸煮管内的冷凝水,否则也会阻碍蒸汽的供给。此外,蒸汽阀门的膜片损坏,也可能造成这一结果。
(八).密封及润滑
l.在正常情况下,各转动部分有微小渗漏是正常的(如一分钟一两滴水),但泄漏过多,应更换填料。一般可仅更换盘根(packing)的前一两圈。如泄漏严重,则更换全部盘根。填料函盖上紧时应注意对角紧固,逐步拧紧,以免压力不均造成泄漏。
2.盘磨机主轴与盘根间的摩擦较大,故填料函盖不能压得过紧,否则将阻碍冷却水通过,烧坏盘根或主轴。
(九).油压机系统
油压机为更换磨片时作提升之用。若油压机不能工作,可能有下列问题:
l.油缸未加满油。旋开油缸盖,进行注油。
2.油缸卸载螺栓未拧紧,造成油路卸载,检查后将其拧紧。
3.油路管道中有空气阻碍。打开蒸煮螺旋上部的油路连接头,同时摇动油缸加压杆,使油液流通将空气排出。
四、安全注意事项
Sprout-Bauer 实验系统为多人共同操作的设备,故应注意相互配合,防止发生设备或人身事故。
操作时应设指挥长一人,全面指挥操作,未经指挥长同意,任何人不能触动各种开关(电气、蒸汽、压缩空气系统等),同时设安全员一人,负责监督以下事项。
1.开机铃响后,各操作人员各就各位。特别是在平台上加料的人员,应注意加料螺旋随时会启动,以免发生意外。
2.平台上的操作人员,当原料在进料螺旋卡住时,严禁用手直接清除。应在按下保险制动后,用木棍等将其清除。 (制动开关设在加料斗的旁边)。
3.改变主控制柜的任何操作形式和变换开关时,应征得指挥长的同意,然后通知有关人员。不经许可,任何人不得擅自进行操作。
4. 在检修或更换盘磨机磨片前,必须断掉主控制柜电源和盘磨机的开关。
5. 开机前,应检查各排汽开关是否关好,否则蒸汽送入后会造成危险。