从零开始谈造纸(19):提升纸张的延展性extensibility),为“以纸代塑”注入新动力
原创 纸研苑 纸研苑 2024年11月13日 07:45 上海
翻译及编辑:曾细玲博士
作者简介
Retulainen Elias博士来自于芬兰,他有超过40年的纤维基生物材料,特别纸和纸板方面的研究、开发以及教育相关的经验。他在赫尔辛基工业大学(现已更名为Aalto University)获得了博士学位。他现在创建了一家名叫“Fiber and Fibril”公司,进行技术咨询服务。
Retulainen Elias博士曾在芬兰国家技术研究中心担任过首席科学家;维美德纸板设备公司的研究经理,也曾在亚洲理工大学、赫尔辛基工业大学制浆造纸技术专业任教,担任过华南理工大学和芬兰坦佩雷大学的兼职教授。
引 言
纤维素是一种广泛存在于自然界中的高分子化合物,它是构成植物纤维和纸张的主要组成部分。作为一种可再生资源,纤维素是地球上最为丰富的有机聚合物之一。鉴于塑料和其他高碳足迹的石油基材料正逐渐被寻求更环保的替代品,纤维素基材料的市场需求日益增长。
尽管如此,纤维素基材料在替代塑料时也面临一些挑战。首先,它们对水分的敏感性较高,其次,纤维素基材料的延展性(extensibility)相对较差。如果能够提升纤维素基材料的延展性,不仅可以增强其作为纸张的韧性,还能使得使用当前为塑料设计的包装机械进行深拉伸或热压成型的三维包装,如托盘或泡罩包装,成为可能。
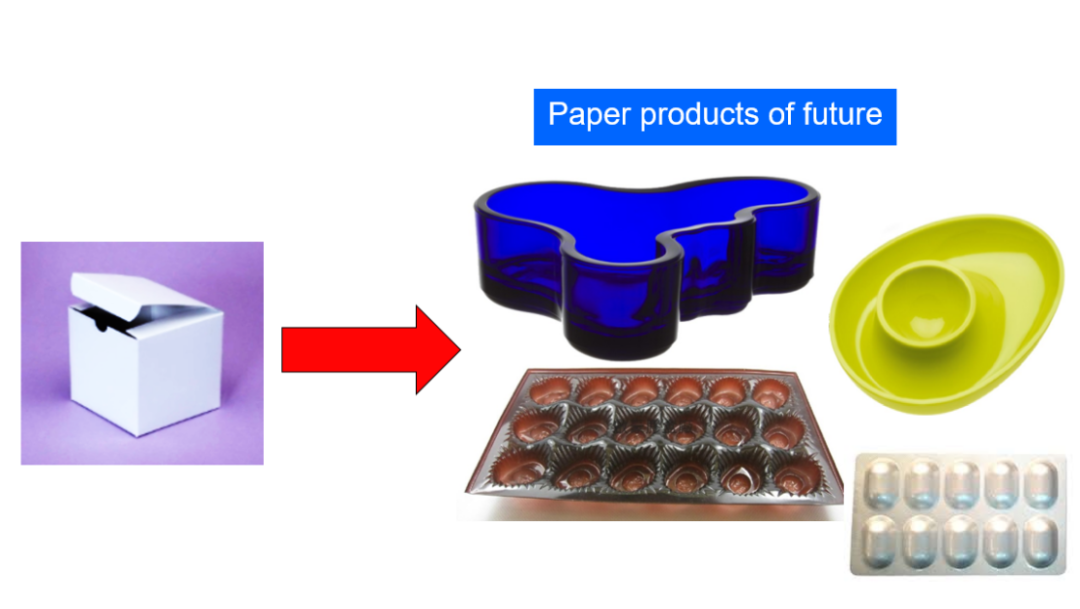
图1:延展性增强的纸张可以制作出更多样且更具吸引力的包装产品,为纸基材料开辟新的应用领域。
02 什么是延展性(extensibility)?
延展性(extensibility)是指材料在特定拉伸条件下的延伸能力,这一特性与材料的断裂应变(the strain at break)密切相关,断裂应变在测试标准中有明确定义。应力和断裂应变基本上由应力-应变曲线的终点定义,即达到最大应力值的位置。但起点的定义可能更为模糊(如图2所示)。
与延展性相关的特性包括:断裂应变(strain at break or elongation at break)、拉伸样品所做的功,即材料结构被拉伸的容易程度和塑性拉伸(plastic elongation)的大小。
图2:延展性(extensibility)通常与断裂应变(strain at break, i.e.elongation at break)相同,但在测试断裂应变时,通常会先消除所有松弛和卷曲。
典型的纤维和纸张的断裂应变仅为1-5%,而塑料的断裂应变可以达到数百个百分点。然而,纤维素或纸张通常不需要延展数百个百分点,因为较小的延展值已足以扩大纤维和纸制品的应用潜力。增加延展性通常还意味着纸张会更坚韧,在断裂前需消耗更多能量。延展性纸材料的一个潜在应用是用于模塑操作(molding operation),如托盘的热压成型。
03 为什么纤维素纤维的延展性如此低?
尽管单个纤维素分子与其他聚合物一样具有相似的柔韧性和可变形性,但问题在于自然界中所有的纤维素分子都相互连接,形成了僵硬的微纤维(stiff fibrils)。而这些微纤维主要是结晶性的(crystalline),强度高且非常僵硬。单根微纤维的延展性可能大约只有1%。
04 我们可以做些什么来提高延展性?
如前所述,造纸工可以在以下三个主要方面进行改进:1)纤维材料,2)纤维间的结合,3)纤维网络结构。当然,第四个方面是加载条件,这通常涉及客户的后续加工操作。
01纤维
一个合理的起点是使用具有高延展性的纤维。不同的纤维之间是否存在差异?实际上,确实有些纤维的延展性比其他纤维高。
延展性较高的纤维通常具有较大的微纤维角,即在最厚纤维次生壁层(S2层)中,微纤维角与纤维轴向方向的夹角较大。这类纤维在树木年轻时生长的。高微纤维角的纤维断裂应变可超过30%。
然而,要将这些高延展性的纤维从其他纤维中分离出来几乎是不可能的,而且最坚硬的纤维往往主导了整体的应变行为。
图3:在压缩力下干燥纤维的效果(Dumbleton)。
Dumbleton和其他几位研究者已经注意到,如果纤维在压缩力(compressive forces)下进行干燥,它们的延展性可以得到提高。如果你在轴向上压缩纤维,并产生位错(dislocation)、压缩区(compression zones)和卷曲(curliness),这些纤维可以伸长超过20%(见图3)。
另一种创造位错、微压缩和卷曲的方法是高浓度精磨(high consistency refining)(Zeng等人)。为了提高纤维间的结合强度,在高浓度精磨之后,还需要进行低浓度精磨。
图4:经高浓处理的纤维
图5:纤维上的位错点(Ander)。
纤维长度对延展性也有帮助,使用长度超过10mm的人造纤维时,可以获得最佳效果。然而,在湿法成型工艺中使用10mm长的纤维并不实际,但是在泡沫成型(foam forming)工艺中是可能的。引入长的人造纤维还可以在干燥或热处理过程中形成具有非常强结合力的表层。
02结合强度
纤维间的结合通常通过添加干强剂和磨浆来改善。更强的纤维间结合对断裂伸长率有积极作用,主要是延迟最终断裂的发生,而不会改变应力-应变曲线的形状(如图6所示)。然而,限制因素仍然在于纤维本身。
图6:根据模型研究的结合强度对应力-应变曲线的影响(Azizoglu,2014年)。
如果纤维的延展性很高,那么纤维间的结合也应该能过承受纤维的大幅延展。模拟表明,纤维间的结合应具有柔顺性,即结合区域的弹性模量不应过高(如图7所示)。纤维间的结合数量对延展性的影响有限,结合程度过高甚至可能存在限制纤维网络的变形的情况。然而,可以假设纸张的最终延展与纤维的延展性相关,正如纸张的最终抗拉强度受纤维强度限制一样。
图7:结合的刚度(stiffness of the bonds)(在法向En和切向Et方向)对应力-应变曲线的影响(Azizoglu,2014年)。
03纤维网络结构
控制纤维网络结构可能是提升纸张和纸板延展性的最有前景的方式。纸张的干燥收缩对纸张的断裂应变至关重要。在干燥过程中被允许自由收缩的纸样能够伸长与其收缩量相同的长度(以毫米计),加上未收缩纸样的伸长量 (εRestrained)。
图8:纸张的伸长率(elonagtion)与干燥收缩量直接相关(Strand等人)。
纸张收缩和纸张的伸长率之间的关系,在收缩量较大时,可能会出现令人惊讶的结果。
假设湿纸幅在干燥过程中收缩了50%,干燥后,纸张可以被拉伸至原始长度,并且稍微长一点。如果纸张干燥过程中不允许收缩,那么其伸长率可能仅为3%。但是,当我们计算干燥后的纸张的断裂应变时,参考长度为收缩后的长度,此时,我们得到的断裂应变值为[(50+3)/(100-50)]*100% = 106%。
收缩与断裂伸长率(elongation)之间的关系可以用数学公式表示为:
伸长率 = [(ΔS + εRestrained) / (100 - ΔS)] * 100%
其中:
ΔS 是收缩率,即样品长度缩减的百分比
εRestrained 是相应干燥时不允许收缩的纸样的断裂伸长率(净伸长率)
在干燥过程中允许自由收缩的纸张中,纤维取向也会显著影响断裂应变。纤维取向差异增大时,纸机方向(MD)和横向(CD)之间的断裂应变差距也会增大(如图9所示)。
图9:纤维取向对完全限制收缩(实线)和自由收缩(虚线)状态下纸张断裂应变的影响(Htun和Fellers,1982年)。
增加纸张收缩潜力的传统方法是进行机械处理,使纤维内部纤维化,即增加纤维的膨胀程度。然而,过度膨胀也意味着滤水速度会减慢,在压榨和干燥部分需要去除更多的水分。
图10:无收缩约束干燥纸张的应力-应变曲线和伸长率的影响因素示例:包括湿压榨、添加淀粉和纤维素微纤维,以及高浓度和低浓度精炼的结合应用。
另一种提高纸张延展性的有效方法是强制收缩,即施加一个使纸张收缩的平面内压缩力。这种压缩使纤维段弯曲,并在纸面上形成波浪状的外观,如图11所示。
图11:平面压缩处理纸张的截面,显示纤维的压缩和弯曲。
有两种主要的技术可用于纸张施加压缩力。在这两种方法中,压缩力通过速度差和弹性橡胶层获得(如图12所示)。
橡胶层可以是一个独立的带子,与纸幅一起通过压缩区,将压缩力传递到纸上(Clupak系统)。另一种方式是橡胶层作为卷筒的表面层(Expanda系统)。这些方法最初用于提高纸袋纸的纸机方向(MD)的延展性,如今也可用于纸板。
图12:用于纸张平面压缩的两种主要方法:a) Clupak方法,b) Expanda方法。
平面压缩可以提升纸张的延展性10~15个百分点。然而,这些方法几乎仅能提高纸机方向(MD)延展性,这通常已足够。
图13:平面压缩处理对湿法成型实验室纸张的影响(Khakalo等人,2014年)。
最新研究表明,通过泡沫成型(foam forming)纸张制造工艺,在针叶木浆中添加10%的长度为4mm的PVA纤维,使用乳液(latex)作为起泡剂,结合无约束收缩干燥以及平面压缩处理,可获得30%甚至更大的伸长率(Kouko等人,2024年)。
图14:平面压缩处理对泡沫成型(foam forming)实验室纸张的影响(Kouko等人,2024年)。
通过纸张的起皱或压褶,或者通过折叠,如基于折纸的镶嵌结构,可以进一步提高延展性。在这些情况下,材料具有显著的高度变化,偏离平面结构,这也意味着初始模量会非常低,但随着应变的增加而增加。
图15:起皱纸的截面(上)及其在卸载-重新加载循环中的应力-应变曲线(下),插图显示局部模量和卸载模量(Vandenberghe和Villermaux,2019年)。
05 结 论
通过多种技术可以影响纸张的延展性,这些技术在同时使用时可能具有叠加效果。干燥收缩和外部强制收缩(即平面压缩)具有很大的潜力。然而,平面压缩目前只能有效作用于纸张的纸机方向(MD)上,该领域的研究和开发工作仍在进行中。
05 参考文献
Ander P., Hilden L, Daniel G. (2008), Cleaveage of softwood kraft pulp fibres by HCl and cellulases. BioResources 3(2), 477-490.
Azizoglu Y, (2014). Micromechanial investigation of fiber bonds in 3D network structures. M.Sc thesis . Royal technical university KTH. Stockholm 2014.
Dumbleton D.P. (1971) Longitudinal compression of individual fibers. Doctoral Thesis, The Institute of Paper Chemistry, Appleton, Wisconsin.
Htun, M., and Fellers, C. (1982). “The invariant mechanical properties of oriented handsheets,” Tappi J. 65(4), 113-117.
Ihrman C., and Öhrn O. (1965). “Extensible paper by double-roll compacting process,” in: Consolidation of Paper Web, Transactions of 3rd Fundamental research symposium Cambridge by F. Bolan (ed.), 410-434.
Khakalo A., Kouko J., Filpponen I., Retulainen E., Rojas O.J. (2014). In-plane compression and biopolymer permeation enable super stretchable fiber webs for thermoforming toward 3-D structures. ACS Sustainable Chem Eng. 2018.
Khakalo A., Kouko J., Filpponen I., Retulainen E., Rojas O.J. (2014). Super-strainable paper fabricated by combined mechanical treatment and chemical modifications with bio-based water dispersions. ACS Sustainable Chem. Eng. 2017, 9114-9125.
Kouko J., Tanninen P., Leminen V., Barbier C., Karlsson C., Pesonen A., Hjelt T. (2024). Foam‑laid extensible paper for improved extensibility and press‑forming performance. Cellulose 31:6955–6973
Kouko J. and Retulainen E. (2018). The relationship between shrinkage and elongation of bleached softwood kraft pulp sheets. Nordic Pulp & Paper Research Journal 2018; 33(3): 522–533.
Page DH, Seth RS (1983), The elastic modulus of paper III: The effects of dislocations, microcompressions, curls, crimps and kinks. Tappi J. 63(10), 99-102.
Strand A, Kouko J, Oksanen A, Salminen K, Ketola, A, Retulainen E, Sundberg A (2018), Boosting the elongation potential of paper by mechanical refining and additives, Tappi Journal 17 (9), 489-498.
Vandenberghe N, Villermaux E (2019), A brittle material with tunable elasticity: Crêpe paper. Comptes Rendus Mécanique 347(4): 382-388.
Vishtal A, Retulainen E., (2014).: Boosting the extensibility potential of fibre networks: A Review. Bioresources Vol 9, no 4; 7933-7983.
Zeng X., Vishtal A., Retulainen E., Sivonen E., and Fu S. (2013), The elongation potential of paper – How should fibres be deformed to make paper extensible? BioResources 2013, 8(1), 472-486.