Lyocell专题 | 莱赛尔纤维生产工艺及原理(八):Lyocell纤维发展的前景展望

十四五期间,纺织行业将纤维新材料持续创新升级列为五大重点工程之首。莱赛尔(Lyocell)纤维专用浆粕、溶剂、交联剂和差别化莱赛尔纤维关键技术突破是行业十四五期间发展重点任务之一。
莱赛尔纤维以自然界中取之不尽用之不竭的木、竹等为原料,制造流程环保,具有棉的舒适性、涤纶的强度、毛织物的豪华美感和真丝的独特触感及柔软垂坠,无论在干或湿的状态下,均极具韧性,凭借自身优异性能,在中国起步较晚、但发展迅速。
国家先进功能纤维创新中心作为搭建对接桥梁、为行业服务的国家级平台,本次与中国纺织科学研究院原副院长、顾问赵庆章一道,以其编著的《Lyocell纤维生产工艺及原理》为核心,在公众号上展开为期8期的莱赛尔纤维专题科普。


莱赛尔纤维专题将具体以(一)Lyocell纤维发展的历史沿革,(二)纤维素的结构与性能,(三)Lyocell纤维用浆粕的生产方法及主要性能指标,(四)纤维素在NMMO溶液中的溶解机理,(五)Lyocell纤维的制备工艺及影响因素,(六)溶剂回收,(七)Lyocell纤维的性能及应用,(八)Lyocell纤维发展的前景展望展开。
作为本专题的最后一期,将具体介绍Lyocell纤维发展的前景展望,后续更新敬请持续关注~

Lyocell纤维的高制造成本是阻碍其快速发展的主要原因,制造成本居高不下的原因有以下几个方面。
黏胶纤维经过了一百多年的不断创新,其设备制造和工艺已经达到了相当成熟的地步,尤其是规模化生产使投资成本大幅度下降。
目前黏胶纤维的最大的单线产能已经达到12万吨,每万吨纤维的投资成本下降到9000万元以下。Lyocell纤维是一个全新的品种,其生产过程采用了与黏胶纤维完全不同的工艺和设备,目前建成的生产线数量仍非常有限,因此,其设备制造的成本仍会处于较高的水平。
与黏胶纤维相比,Lyocell纤维成形后后处理的设备和工艺大同小异,使用了常规的水洗、精练、上油、烘干等设备,区别在于溶胀、溶解和纺丝部分。
黏胶纤维的工艺是浸压粉、浆粥、老成、黄化、溶解、过滤、熟成、脱泡、纺丝、拉伸、切断、精练、干燥、上油、打包。Lyocell纤维的主工艺较黏胶纤维更为简洁,它可以描述为浆粥制备、溶液制备、纺丝、拉伸、切断、水洗精练、干燥、上油、打包。
然而,Lyocell纤维以NMMO为溶剂,它必须循环使用,溶剂每使用一次就要纯化和浓缩。常用的生产工艺待浓缩的NMMO水溶液的浓度在15%左右,用于制备浆粥的溶剂浓度必须在73%~83%(根据不同的生产工艺)。浓缩提纯的过程是一个耗能的工序,这就造成了Lyocell纤维的能耗远高于黏胶纤维。
NMMO目前的市场价格还是相对较高,且在循环使用过程中不可避免会有一定的损失。首先是整个生产过程中的跑冒滴漏及废料,其次是NMMO在经历一系列加温过程后,不可避免会有少量的分解,再就是纤维中还会残留极微量的溶剂。
中国纺织科学研究院在溶剂回收中采用了先进的MVR技术,保证了高的溶剂回收率。即便如此,仍会有一定的损失,按实际生产统计数据,每生产一吨纤维约要损失50%浓度的溶剂46kg(折合回收率为99.66%),吨纤维成本约增加930元。
Lyocell纤维制备是一个纯物理过程,对浆粕有更为严格的要求,并不是所有的溶解浆粕都可以用来制作Lyocell纤维。
这也意味着其原料成本较黏胶用浆粕要高,按目前的市场价格,Lyocell纤维用浆粕比黏胶用浆粕的进口价高10%,约100美元,因此,吨生产成本约增加650元。
上述几项费用是目前Lyocell纤维生产厂所不可避免的,自有技术核算要比黏胶纤维高约3950元,而即便以能耗和溶剂回收最先进的引进技术计算,也比黏胶纤维制作成本要高6380元。
显然,制造成本高是阻碍Lyocell纤维快速发展的主要原因之一。
衣食住行是人们生活的基本需求,其中把衣着放在了首位,彰显了文明社会对服饰的重视。作为生活必需品,人们对纺织品的需求是永恒的,无论其他行业的形势如何变化,市场对纺织品的需求水远不会消失,而且会随着人们生活水平的不断提高而不断增加。然而,对纺织品的需求也不是无限制的,它们具有自身的发展规律,分析世界近50年纤维生产的情况可以为我们提供一些启示。
市场需求是我们确定纤维总需求量的金标准,全世界人口增长和人民生活水平提高带来的消费增长是影响纤维需求的主要因素,近50年世界人均纤维消耗量和人口增长数如图8-1所示。
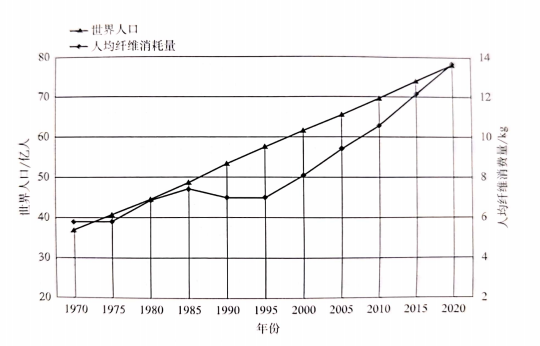
图8-1 世界人口及人均纤维消耗量
从1970年到2020年,世界人口从37.00亿人增加到77.95亿人,平均年增长率为1.5%。同一时期,世界纤维总产量从2085.2万吨增加到10640万吨,平均年增长率为3.2%。以此为基础计算的人均纤维消费量的年增长率为1.7%。
我国目前是世界上的纤维生产大国,占据世界纤维生产总量的60%,纤维生产在世界上有着举足轻重的地位。最近20年是我国化学纤维发展的高峰期,从2000年到2019年我国纤维生产的年均增长率高达9.2%,远高于世界平均水平,它直接拉动了世界纤维的总产量和人均消费量。如果扣除我国化纤纤维发展过快的因素,合理的世界人均消费是增长率应该在1.5%左右。
从需求的角度看,世界纤维总增长率应该保持在3%左右为宜。目前世界纤维的总产量大约在一亿吨,因此,每年新增产能应该保持在300万-400万吨为宜,这个增加量包含了所有品种的纤维,包括了世界上所有的纤维生产国家。
在考察某一个特定的品种时,一定不能忽视大环境,其他品种产能大幅度增加时,市场容量会被占据,它们都可能成为Lyocell纤维发展的潜在对手。
黏胶纤维生产有悠久的历史,但特殊生产工艺对环境的污染始终困扰着黏胶的发展,长期以来人们一直在寻找一种清洁化生产工艺,以便使用与黏胶纤维同类原料,通过无污染的生产工艺,生产出与黏胶纤维相类似的产品,完成产品的更新换代,最终实现再生纤维素纤维的可持续发展。
Lyocell纤维的成功开发为这一目标带来了希望。新品种面临的最大挑战便是市场,市场是发展的基础,我国是黏胶纤维的生产大国,2019年黏胶纤维的产量近400万吨,如果近期内Lyocell纤维能够替代一半黏胶纤维的产能,Lyocell纤维的需求量就能够达到200万吨,我国新上的Lyocell纤维项目都将其作为立项的重要依据。然而,要用一种新的纤维品种替代一个成熟的纤维品种除了清洁化生产工艺外,还受到诸多其他因素的影响,尤其是产品的性价比。
赵庆章院长认为黏胶纤维还会在今后很长一段时间内持续发展,因此,Lyocell纤维替代黏胶纤维不可能在短期内实现,这也决定了Lyocell纤维的产能不宜发展得过快。
黏胶纤维产业依靠技术进步,其致命的环境污染问题正在不断得到改善,并已取得了十分显著的效果,其综合能耗也正在逐年降低,表8-1是由化纤协会提供的黏胶企业近几个五年计划期间废气去除率、废水排放和综合能耗的情况。
表8-1 我国黏胶纤维的废气去除率、废水排放和综合能耗 | ||||
项目 | 2005 年 | 2010 年 | 2015 年 | 2020 年 |
废气去除率/% | 27 | 75 | 85 | 90 |
废水排放/(t·t-1) | 97.79 | 87.45 | 66.5 | 50 |
综合能耗/(kgct·t-1) | 1682 | 1450 | 1000 | 960 |
黏胶纤维生产中产生污染的废气主要是二硫化碳和硫化氢,2005年吨纤维排放的二硫化碳和硫化氢分别是102kg/吨产品和43.8kg/吨产品。而今,吨纤维的二硫化碳和硫化氢的排放量已经下降到26kg/吨产品和8kg/吨产品,下降的速度非常可观。
黏胶企业通过加大科研投入,优胜劣汰,改造老旧设备和工艺,使治理污染和节能减排取得了可喜的成绩,也正是因为黏胶企业的努力,使一些成功的企业生存了下来,还得到了长足的发展。尽管我们对环境治理的要求力度越来越大,在线检测等方法已经在很多地方实施,在这样日趋严格要求的条件下,我国黏胶纤维近年来仍然有较大的发展,我国近十年黏胶短纤维的产量如图8-2所示。
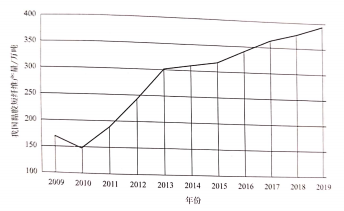
图8-2 我国近十年黏胶短纤维的产量
黏胶短纤是黏胶纤维的主要品种,约占黏胶纤维总量的95%,随着我国这几年严格限制新上长丝项目,这一比例还会进一步提高。由表8-1可见,近五年黏胶短纤维的年平均增长率竟高达6%,据媒体报道,这一趋势在今后几年内还会持续。
中泰化学加快公司在新疆区域90万吨黏胶纤维的布局,规划到2023年总产量将达到120万吨;新加坡金光集团宣布在我国建设300万吨黏胶项目;赛得利计划在九江再扩建100万吨黏胶项目;晨鸣纸业计划扩建50万吨黏胶项目等。这些产能将在最近几年内释放。我们不排除其中有些不理性的投资,但它从另一个侧面反映了黏胶纤维不会在短期内消亡的事实。

产能不断攀升的背后也是技术的创新,单线能力的增加是最为明显的技术成果,它直接带来了单位产量投资成本和运行成本的下降。
我国黏胶纤维生产初期,从国外引进的生产线、最大单线生产能力只有2万吨/年,而后我国自行研制的黏胶设备不断翻新,2007年山东海龙年产4.5万吨黏胶短纤维工程系统集成化研究项目获国家科技进步一等奖。2018年这一纪录被唐山三友集团打破,使单线产能一举提高到10万吨/年,目前最大的黏胶单线年产能已经达到12.5万吨。三友集团建成的生产线不仅大幅度提高了单线产能,还适用于生产超细旦纤维、阻燃纤维、着色纤维、竹浆纤维等功能性、差别化产品。据称该项目创造了装备水平、单线能力、综合能耗、环保水平、单位成本、自动化程度等六项世界第一。应用16效闪蒸等新技术每年可节约汽20万吨、节约电750万千瓦时,综合能耗大幅降低。此外,配套建设的污水生化、废气吸附装置使三废处理能力大幅度提升,其结果是使效益提高1.6倍。

黏胶企业的发展还得益于规模化生产,尽管与国外相比,企业的平均规模仍然偏小,但像赛得利、唐山三友集团、中泰化学等大企业正在形成,一些技术落后的中小企业在规模化的过程中不断被淘汰,使行业进入了良性循环。
大型企业还凭借着技术和资金的优势,加强科研投入,不断推出新技术,研究开发的技术一方面解决黏胶纤维制造过程中对环境的污染,另一方面则是开发产销对路的黏胶纤维新品种。目前黏胶纤维的差别化品种已达100多,其中有诸多高档次的差别化纤维,如黑色莫代尔、石墨烯莫代尔、增白纤维、负离子纤维、竹炭纤维、相变纤维等。
与此同时,企业高度重视产业链的建设,利用成熟的市场营销渠道,产业链不断向前后延伸,市场信息得到了快速反馈,使这些企业具有更大的抗风险能力。

奥地利兰精公司是世界著名的纤维素纤维生产企业,也曾经是世界上唯一的Lyocell纤维的生产企业,这一纪录被保持了多年;同时,它也是世界上大型的黏胶纤维生产企业之一。2019年兰精公司的黏胶纤维产量为78.5万吨,占世界总产量的15%。值得注意的是,兰精公司在奥地利的黏胶生产厂一直在正常运行,2009年奥地利兰精地区的黏胶产量为25.5万吨,浆粕产量为25万吨,十年后,黏胶纤维和浆粕的产量不仅没有降低,反而略有上升,2019年奥地利兰精地区的黏胶产量为28.4万吨,浆粕的产量为32万吨。
这里有两点值得我们思考。首先,兰精公司拥有世界上最先进的Lyocell纤维制造技术,这些年Lyocell纤维产量不断增加,但始终没有关闭其在奥地利的黏胶生产线;其次,奥地利对于环境要求非常严格,兰精公司能够生存下来,而且还能不断发展。
由此也说明黏胶纤维的污染只要投入足够的研发力量和资金,是能够达到相关环保要求而继续生存的。
从国家政策的层面上,我国对于黏胶企业的生存和发展仍然留有一定余地。首先认定黏胶纤维生产过程有污染,因此,黏胶纤维企业必须不断提高治理污染的能力,治理污染的要求会随着对环境保护要求的不断提高而提高,但这些要求一定是基于当前的发展水平。
工业和信息化部《黏胶纤维行业规范条件(2017版)》和《黏胶纤维行业规范条件公告管理暂行办法》两文件从生产企业布局“工艺和装备要求”“资源消耗指标”“环境保护”等方面做出了相关规定,并自2017年9月1日起实施。
文件指出,严禁新建黏胶长丝项目;严格控制新建黏胶短纤维项目,新建项目必须具备通过自主开发替代传统棉浆、木浆等新型原料,并实现浆粕、纤维一体化,或拥有与新建生产能力相配套的原料基地等条件;鼓励和支持现有黏胶纤维企业通过技术改造淘汰落后产能,优势企业并购重组;各省、自治区、直辖市有关部门要根据当地环境、资源、能源和市场需求情况,科学合理规划本地区黏胶纤维行业的发展;新建和改扩建黏胶纤维要符合国家产业规划和产业政策,符合本地区生态环境和土地利用总体规划要求。
从这些规范中可以看出,黏胶纤维的发展在不同的地区将会有不同的要求,其核心是要通过科技改造,淘汰落后产能。就污染而言要根据当地的情况,不能超过规定的容量。因此,黏胶纤维在沿海发达地区继续布局的可能性会越来越小,而环境容量较大的内陆及西部地区仍有较大的发展空间。我们甚至可以从全球的角度看黏胶纤维的发展,今后若干年存在向发展中国家转移黏胶产能的可能性。因此,从世界范围看,黏胶纤维的产量在今后若干年不仅不会减少,而且还会以一定的速度增长。
随着我国自行开发Lyocell纤维技术的成功及引进项目的陆续投产,规模化生产Lyocell纤维的技术壁垒已被打破,再加上对 Lyocell纤维绿色制备工艺和纤维优异性能的广泛宣传,使之成了当今纺织业的投资热点。据不完全统计,全国已形成的项目年生产能力近10万吨,在建项目合计产能约28万吨,规划中的近期建设项目更是高达126万吨,然而,以这样的速度发展是否合理,非常值得我们认真思考!
原料可再生,加工过程清洁化,纤维弃后可生物降解且具有卓越的物理性能,每项都与当今世界发展潮流相符。考虑到50年后石油即将耗尽,化纤产品不得不依靠可再生的原料。污染导致的气候变暖,正威胁着人们的生存空间,清洁化生产工艺至关重要。因此,从长远看,Lyocell纤维无疑是一个具有广阔发展前景的品种。一个纤维品种的发展除了它的远景和社会效益,发展必须符合市场规律,过激、过快的发展不可避免地会引发恶性竞争。在诸多新上项目、对Lyocell纤维发展的判断中都会将替代黏胶纤维作为一个重要的依据,因为黏胶纤维生产过程污染大终将被淘汰。
目前世界黏胶纤维的产量已经达到700万吨,只要替代一半的黏胶纤维产能,Lyocell纤维的需求量就达到350万吨。
这听起来似乎很有道理,但没有考虑到两个重大同题,首先,黏胶纤维在什么条件下才会被替代?其次,替代会在多长时间内发生?新上项目将很快投入生产,投产后如果Lyocell纤维在价格和性能方面尚不具备替代黏胶纤维的优势,那么替代黏胶纤维的假设就成了一句空话,企业一定会步入发展的困境。
Lyocell纤维替代黏胶纤维的核心问题是性价比。与黏胶纤维相比,Lyocell纤维突出的优势是生产过程无污染及卓越的物理性能。但生产过程清洁化等优势并不会直接体现在产品的使用价值上,清洁化生产带来的巨大社会效益可以作为产品宣传推广的一个亮点,但对于大多数顾客而言,人们更关心的是其使用价值。因此,清洁化生产工艺与Lyocell纤维的高强度,尤其是高湿强度就很难在产品价格上体现出来;再者,黏胶纤维在纺纱、织布等方面已经有了非常完善的生产设备和工艺,能够在绝大多数场合得到很好的应用,其织物同样具有Lyocell纤维相似的吸湿性、柔软性及穿着舒适性,而价格比Lyocell纤维低得多。Lyocell纤维强度高对提高纺丝、织布速度有利,但它在整个流程中对整体价格的影响有限。高强度的纤维能够制备更轻薄的服装,使用更耐久,就当今流行的衣着观看,时尚是关键,一件衣服由于强度高而多穿几年未必是一件好事,对于绝大多数使用场合,并不需要纤维有这么高的强度。换言之,在服用领域,Lyocell纤维的高强度并没有被充分利用。此外,Lyocell纤维还存在品种单一和易原纤化的短板。
综上所述,Lyocell纤维随着产量的不断增加,设备制造成本会有较大幅度的下降,工艺的进一步优化、单线产能的增加以及新的品种开发都会有效降低生产成本和增加产品的附加值,所有这些因素都会促使Lyocell纤维的快速发展,但这些工作都非立刻能够实现的。它的发展需要有一个漫长的过程。Lyocell和黏胶纤维一快一慢的发展态势至少还会持续十年甚至二十年,Lyocell纤维和黏胶纤维将会在更长的时间内并行存在。
因此,Lyocell纤维的发展不能寄希望于黏胶纤维的消失,发展Lyocell纤维还要依靠其自身的技术进步,根本出路在于提高纤维的性价比和开发新的应用领域。
要充分考虑其他化纤品种对Lyocell纤维发展的影响。2019年我国合成纤维的产量已经达到5279万吨,其中聚酯纤维产量占90%。聚酯产品生产工艺成熟,产品质量优异,花色品种繁多,价格低廉,在行业中占有无可匹敌的地位。2019年较2018年仅涤纶长短丝合计产量便增加736万吨。
尤其要关注回收聚酯纤维的发展趋势,合成纤维以石油为原料始终是业内人士担忧的事,纯粹依靠石油为原料生产聚酯,迟早会遇到原料来源不足的问题。聚酯回收技术,尤其是全化学法回收技术,是解决聚酯原料来源的重要手段,随着回收技术的日趋成熟,有限的资源得以拓宽。

Converse推出的Renew Canvas系列帆布鞋,鞋面全部用可回收聚酯纤维做成
世界已经生产的涤纶已高达10亿吨,加上瓶料和其他物料产品,存量已高达几十亿吨。这些废弃的原料如果能够重复使用,合成纤维原料用尽的期限将会延长至几百年,甚至更久。
由此可见,纤维素纤维在近几十年的时间段内仍然只是配角,以涤纶为主的合成纤维在今后的几十年内仍是纤维制造业的主打产品。涤纶产业的存在与发展将会使纤维的价格始终维持在较低的水平,价格及性能上的优势会压制其他品种纤维的发展,Lyocell纤维也不例外。
此外,生物基合成纤维的快速发展也会给Lyocell用纤维的发展带来冲击,利用生化技术,以淀粉或纤维素等为原料开发生物基单体的技术正快速发展,日趋成熟。这类产品的最大特点是改变了原料的来源,它们不再是从石油中获取,而是用可再生资源作为原料,其后,有了单体可以直接利用成熟的聚合技术和装置生产生物基合或纤维。从理论上讲,生物技术可以制备目前合成纤维中使用的所有品种的单体,其成功与否在于制造成本的高低。目前有些新开发的生物法制备的单体成本已经可以与石油路线生产的产品价格相匹敌,它为聚酯纤维、锦纶等大众化纤产品的可持续发展增添了一条路径。
以生化技术开发的戊二胺为原料生产的尼龙5.6已经投入工业化生产,2018年5万吨尼龙5.6在新疆乌苏市投入运行,规划中将进一步扩大至100万吨。辽宁省丹东市有意愿建设100万吨生物基尼龙5.6生产线及配套产业。此外,以生物基1,3-丙二醇为原料的PTT、以淀粉为原料生产的PLA等都已经步入规模化生产。

生物基合成纤维是国家重点支持项目,它们都会在今后几年有很大的发展,由于这些产品与Lyocell纤维相比价格相对便宜,因此,生物基纤维的发展无疑也会对Lyocell纤维的发展造成一定的影响。
尽管Lyocell纤维的发展面临着诸多的困难和挑战,但它的前景毋庸置疑。纵观行业发展的大方向,Lyocell纤维的健康发展一方面要合理控制总产能,另一方面更要在提高性价比上下功夫。Lyocell纤维发展历史短,尚有许多潜在的发展空间。
目前从国外引进的技术投资成本最高,每万吨纤维的投资约需4亿人民币。而由我国自行开发的技术每万吨纤维投资约为2亿人民币。尽管我国自行开发的技术投资仅为引进设备的一半,但与黏胶纤维的投资相比,仍然要高得多,每万吨黏胶纤维的投资约在9000万人民币。
从工艺分析,Lyocell纤维的工艺要比黏胶纤维的工艺更简单,Lyocell纤维的生产设备台套数少于黏胶纤维,更重要的是Lyocell纤维纺丝工序后的水洗、精练、上油、烘干机打包设备几乎和黏胶纤维的设备一样。差别仅仅在于纺丝溶液制备部分的设备,目前之所以投资高的原因是Lyocell纤维的专用设备尚未形成批量生产。
随着新上项目的不断增多,一且投入批量生产,逐步形成具有一定规模的专业设备制造厂,设备制造成本将会有较大幅度的下降。因此,Lyocell纤维投资数要达到黏胶设备的水平是完全有可能的,当然,实现这一目标需要有一定的时间。
投资成本的另一个因素是单线产能,我国已经形成生产能力为3万吨/年的生产线,随着技术进步,6万吨/年的生产线已经在建设中,单线产能为10万吨/年的技术正在研究中。单线产能的提高一方面可以节约设备投资,更重要的是具有明显的节能效果。这对于耗能较高的Lyocell纤维制备工艺尤为重要。当然,单线产能并不是越大越好,过大的单线产能在投资与运行方面的优势有可能被有限的产品品种与质量的降低所抵消。因此,今后新项目提倡的可能是合理化的规模,这一单线规模估计会在6万~8万吨。
企业更要根据具体情况作合理的选择,并要关注Lyocell纤维整个行业的发展动态。单线产能大的生产线适合于生产大众化的常规产品,对于小批量多品种的差别化纤维而言中小产能的生产线更为适宜,增加性价比开发品种将是一个重要的方向。
因此,从整个行业看,要有一定量的基础产品,同时希望有更多的差别化产品。
Lyocell纤维的制造过程耗能较大,是运行成本的主要组成部分。除了提高单线产能,目前已经实施的工艺在节能降耗方面尚有很大潜在空间,具体如下。
提高纺丝液浓度是在现有设备条件下,通过工艺优化增加产量的一种途径。NMMO水溶液对纤维素有很好的溶解能力,实验表明,纤维素在NMMO水溶液中的溶解浓度可以高达30%,实际生产中因种种原因不可能采纳这么高的浓度,但当纺丝溶液中纤维素的浓度提高1个百分点时,同样量的溶剂所生产的纤维将增加近10%。这将大大提高设备利用能力,并大幅度降低单耗。
提高纤维素浓度的障碍在于过高的纺丝液黏度。这一问题可以通过适当降低浆粕的聚合度来实现,因为目前Lyocell纤维所使用的浆粕聚合度在600左右,它所对应生产出来的纤维具有4N/dex 以上的断裂强度,这一强度对于绝大多数使用场合是一种浪费。
采用低聚合度的浆粕原料可以大幅度提高纺丝液浓度,有可能从现在的12%增加到15%以上,甚至更高,较低聚合度的浆粕还有利于改善纺丝液的流变性,可以进一步提高纺丝速度,最终结果可能使生产效率获得显著提高。使用不同聚合度的浆粕来生产不同强度的Lyocell纤维,开发系列化产品,使纤维潜在的性能得以充分利用,这是今后产品开发的一个重要方向。
例如,如果能够以聚合度为350~400的浆粕为原料,预计其纤维的干强会与黏胶纤维同等,而其湿强因为工艺不同的原因会比黏胶纤维高。另一方面,由于采用较低聚合度的浆粕,其生产效率可以有较大幅度的提高,生产效率的提升就意味着制造成本的下降。这类产品就有了部分替代黏胶纤维的可能性,从而扩大应用市场和提升Lyocell纤维的市场竞争力。
提高凝固浴浓度也是节能降耗的一个方向。Lyocell纤维生产中,溶剂回收的耗能几乎占了总耗能的一半,提高凝固溶浓度可有效减少溶剂回收量。溶剂回收的能耗取决于两方面的因素,一是回收总量,回收量越大,耗能越大;二是待回收液浓度与最终工艺要求的NMMO溶液的浓度之差,浓度差越小,耗能越少,使用较高浓度的凝固浴浓度和使用较低浓度的浸渍用溶剂都能够减少浓度差。
如果将现有工艺使用的凝固浴浓度从20%提高到25%,每生产一吨纤维蒸发溶剂中的水量就可以减少6.4吨,一条3万吨的生产线年减少蒸发水的量可高达19万吨,按六效蒸发用气量计算,每蒸发一吨水需要0.23吨蒸汽,一年就可以节约4.37万吨蒸汽,可见它将具有十分明显的节能效果,目前采用的凝固浴浓度仍有相当宽的优化余地。
凝固浴浓度的提高可以减缓双向扩散的过程,还有利于提高纤维的物理性能。同时也会对纤维素纤维的成形过程产生影响,需要有相应的工艺来配合实施。还应该关注浆粕中低聚合度成分溶解的问题,凝固浴浓度越高,能够溶解在凝固溶中的有机物成分越多,它将不利于产品的得率与溶剂回收。这些问题有可能通过调节浆粕质量指标加以解决。无疑它是一个潜在的发展方向,但仍需要做大量的研究和实践。
提高纺丝速度是一个立竿见影的工艺优化选项,目前Lyocell纤维纺丝速度基本上控制在40m/min左右,如果能够将纺丝速度提高到80m/min,这就意味着生产线的产能可以增加一倍。Lyocell纤维长丝的实验已经证明,稳定的纺丝速度可以达到400m/min,说明纺丝熔体本身具有很好的可拉伸性,因此,具有提高纺丝速度的潜能。根据聚合物的可纺性及其他纤维品种类似的纺丝工艺,将纺丝速度提升到80m/min的可能性完全存在。当然,利用现有的设备提升纺丝速度是一个系统工程,它要求整个生产线都有提升空间,尤其是作为瓶颈的薄膜蒸发器。纺丝速度的提高还会影响纤维的质量,纺丝速度越高,产生疵点的可能性越大。因此,纺丝速度的优化只能循序渐进,但无疑具有很大的优化余地。
另外,可在产品应用上下功夫,要充分利用Lyocell纤维自身的突出优点。作为民用纤维新品种,其产品开发无非是两个方向,一方面是利用其性能及价格的优势,替代现有的纤维品种;另一方面则是利用其独特的性能开辟新的应用领域,提高产品的附加值。Lyocell纤维目前较高的生产成本实际上限制了其作为黏胶纤维、涤纶等替代品的可能性。因此,在降低成本的同时,挖掘其性能、开辟新的应用场合是产品开发的突破口。Lyocell纤维同时具有高强度和生物可降解性是其最大的亮点,白色污染的问题已经越来越引起人们的重视,与人们生活密切相关的医用产品和一次性卫生用品等使用可降解材料无疑将会是一个热门的发展方向。而目前这一领域中大多数仍然使用的是不可降解的合成纤维,Lyocell纤维凭借着这一特点可以找到相关的应用场合,尤其是结合熔喷和纺粘技术生产的非织造产品有广阔的开发前景。
由于Lyocell纤维特殊的制备工艺,使浆粕对其生产工艺和产品质量的影响远远超过黏胶纤维,以及生产过程没有调节浆粕聚合度的手段,因此,选定一种浆粕后其浸渍性能及基本物理性能已经确定。
兰精公司Lyocell纤维用浆粕基本是由其下属公司提供,而且配备有强大的浆粕研究部门。任何一种供Lyocell纤维用浆粕在批量使用前,都需要对生产工艺做一定的调整,而这些工作需要浆粕生产厂和纤维制造厂的紧密合作。因此,兰精公司对与其供货商设有诸多的限制条款,为兰精供应浆粕的供应商基本上不允许供应其他客户。
也就是说,Lyocell纤维浆粕的制备有其独特的要求,这些要求仍然是各家的保密技术。
我国Lyocell纤维生产用浆粕都是从国外进口,目前虽然有多家浆粕供应商声称能够提供Lyocell纤维的浆粕,但能够比较好地满足生产需求的供应商并不多。随着我国Lyocell纤维的快速发展,浆粕供应会出现供不应求的局面,价格不断攀升也在意料之中。
浆粕供应目前存在几个方面的问题:
一是Lyocell纤维用浆粕尚无完整、合理的检测方法和标准。目前,国外Lyocell纤维生产厂提供的指标仅仅是在黏胶纤维浆粕基础上做了一些微小的改动。由于上下游间没有建立密切的合作,有些浆粕生产厂还不清楚Lyocell纤维用浆粕的关键控制参数,纤维生产厂也不愿意将真实的使用情况如实反馈给浆粕制造商。因此,他们提供的浆粕通常要经过多次试验后才能够确定是否合用。
二是目前国外浆粕厂所提供的浆粕品种单一,将来要开发新的品种也会遇到很多合作上的问题。从长远发展来看,Lyocell纤维要适应市场需求必须发展系列产品,而开发系列产品必须从原料着手。以不同聚合度的浆粕为原料,开发具有不同强度的Lyocell纤维可以使纤维生产者有效降低生产成本,同时使使用者也可以用更优惠的价格购买到合适的产品,做到物尽其用。
由此可见,浆粕生产的品种和质量与纤维生产有着非常密切的关联,亟待建立我国 Lyocell纤维的专用浆粕生产厂,通过浆粕厂和纤维生产厂的密切合作,彻底解决目前依靠进口浆粕而受制于人的局面,更重要的是为开发系列化产品、降低生产成本提供条件。更期待Lyocell纤维生产厂通过产业链的延伸,拥有自己的浆粕生产厂,开发浆纤一体化的生产工艺,这将会使Lyocell纤维制造成本大幅度下降。
NMMO溶剂是Lyocell纤维生产中重要的原料及消耗品。目前 NMMO也依靠进口,进口价格在2万多元一吨。印度和德国是世界上NMMO的主要供应商。NMMO作为溶剂在生产过程中被重复使用,因此,不可避免地会有损耗,目前最好的溶剂回收率在99.7%左右。损耗来自纤维中的微量残存NMMO在长期使用过程中的分解以及正常生产操作中的损耗,如更换过滤器、纺丝组件和喷丝板等。尽管回收率已经很高但对于万吨装置而言,0.3%的损失也相当可观。一个年产3万吨的Lyocell纤维生产广,回收率达到99.7%,其年消耗的NMMO溶剂(按商品50%浓度)达1500吨。
因此从长远看,当我国Lyocell纤维产能达到100万吨时,其年消耗量就达到5万吨的规模,100万吨产能正常运行所需的溶剂量更是高达20万吨,这将是一个数十亿产值的企业。
建立我国规模化的NNNO生产厂有助于稳定原料的供应,更有望大幅度降低NMMO的价格。况且,我国也已经有成熟的NMMO生产技术及丰富的制造NMMO的原料。


Lyocell纤维以丰富易得的可再生资源为原料、清洁化的生产工艺、优异的物化性能和弃后可生物降解等综合优势呈现了广阔的发展前景,它必将会成为纺织行业的一个重要的品种,但由于目前性价比上尚不具备特别的优势,因此,它的发展将是一个漫长的过程。
Lyocell纤维健康发展,一定不能脱离国内外的大环境,要综合考虑市场总量、生产成本、销售价格、原料来源等因素。Lyocell纤维的发展更是要依靠自身的技术创新,不断优化工艺,大幅度降低生产成本、开拓应用领域,逐步提高其性价比。Lyocell纤维的研究和制造企业及决策部门应该以市场为导向,合理控制总体规模与速度,为 Lyocell纤维的健康发展贡献中国的智慧。